沧州友展管道有限公司
 第3年
第3年

 第3年
第3年 
第3年








涂塑钢管,又名涂塑管、钢塑复合管、涂塑复合钢管,是以钢管为基体,通过喷、滚、浸、吸工艺在钢管(底管)内表面熔接一层塑料防腐层或在内外表面熔接塑料防腐层的钢塑复合钢管。涂塑钢管具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送,聚氯乙烯涂塑钢管适用于排水、海水、油、气体等介质的输送。
通用颜色:黑色,灰色,蓝色,红色,白色,绿色;
涂层厚度:PE(改性聚乙烯)涂层厚度为400um—1000um,EP(环氧树脂)喷涂厚度为100um-400um;
涂覆方式:PE(聚乙烯)为热浸塑EP,(环氧树脂)为内外喷涂;
产品规格:DN15—DN1660;
环境温度:-30℃ 至120℃;
连接方式:丝扣(DN15-DN100),沟槽(DN65-DN400),法兰(适用任意口径),焊接式,双金属连接,承插、管节、密封连接等。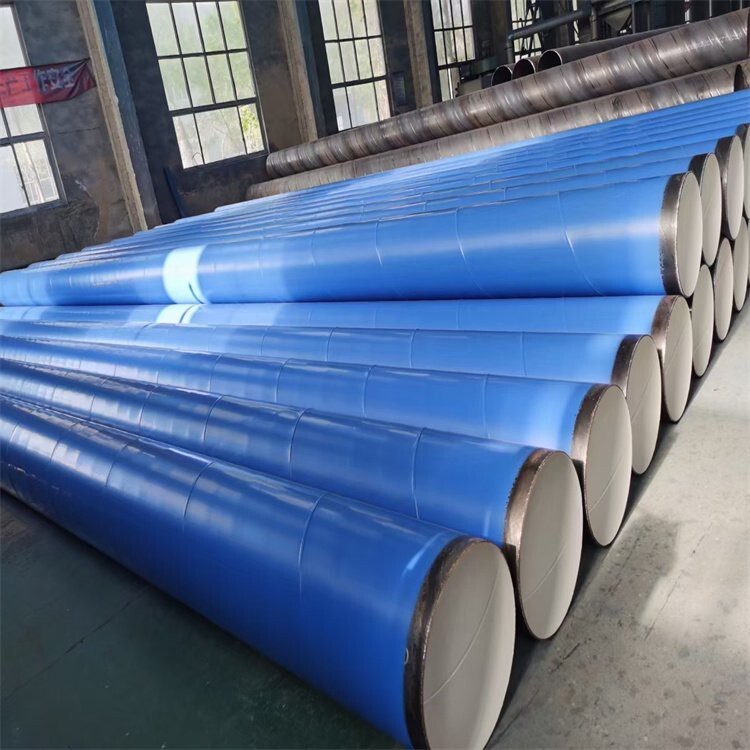
涂塑钢管是采用PE(改性聚乙烯)进行热浸塑或EP(环氧树脂)进行内外涂覆的产品,具有优良的耐腐蚀性能。同时涂层本身还具有良好的电气绝缘性,不会产生电蚀。吸水率低,机械强度高,摩擦系数小,能够达到长期使用的目的。还能有效的防止植物根系及土壤环境应力的破坏等。连接便捷、维修简便。
从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。
弯曲试验
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100)mm。
在温度为(20±5)℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30°,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。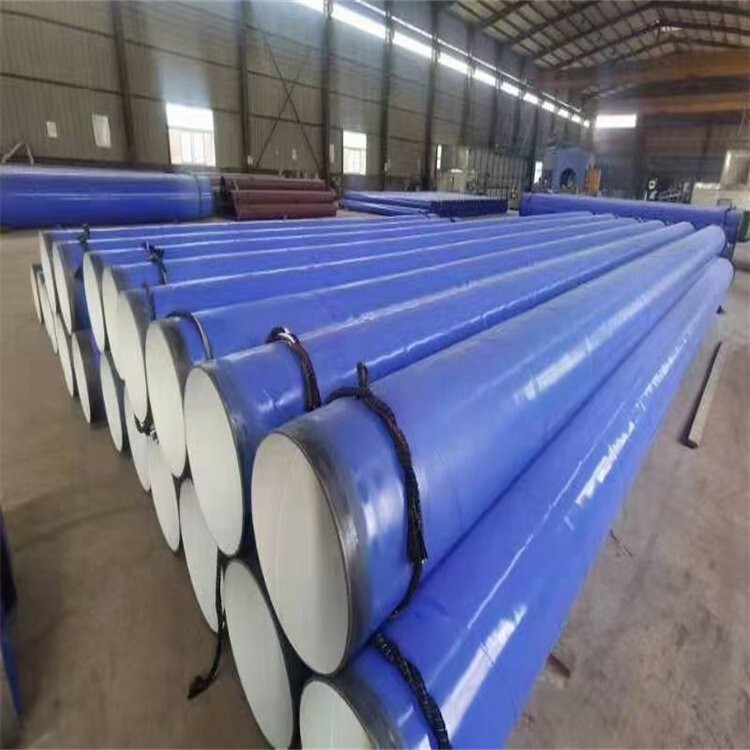
涂塑复合钢管也称之为涂塑钢管,其以钢管为基管,以塑料粉末为涂层材料,在其内表面熔融涂敷上一层塑料层,在其外表面涂敷上塑料层或其他材料防腐层的钢塑复合产品,亦是属于国家推广使用的环保产品。
钢管参照国家标准:GB/T3091-2001 ;涂塑复合钢管行业标准:CJ/T120-2008 ;衬塑复合钢管行业标准:CJ/T136-2007;热导率:65 W/(m.K) ;线膨胀系数:65 1/K;钢塑复合管:GB/T 28897-2012;
外观检查
目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。
厚度测量
从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。
针孔试验
管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。
关于涂塑钢管的发展,在我国行业内经历了四次升级换代。早是20世纪80年代我国涂塑钢管行业从日本引进的硫化床浸渍一次性成膜工艺,采用改性聚乙烯粉末防腐,由于聚乙烯是非极性分子,一般不与其他物质发生反应,因此聚乙烯涂层与钢管基体的结合力只靠在聚乙烯分子上接枝酸酐类的助剂起着粘结作用,后来发展到内外涂环氧树脂粉末,环氧树脂属于极性分子,与钢管基体结合力非常强,但环氧树脂属于热固性的物质,质脆不耐磕碰。后来发展到第三代防腐内壁环氧外壁聚乙烯防腐,结合了聚乙烯耐磕碰和环氧的附着力强的优势,整个管体性能进一步增强,但是单层聚乙烯直接与钢管结合还是存在附着力问题,且施工过程中难免出现磕碰,后升级到第四代防腐——外3PE防腐内熔结环氧粉末防腐,又称TPEP防腐钢管。